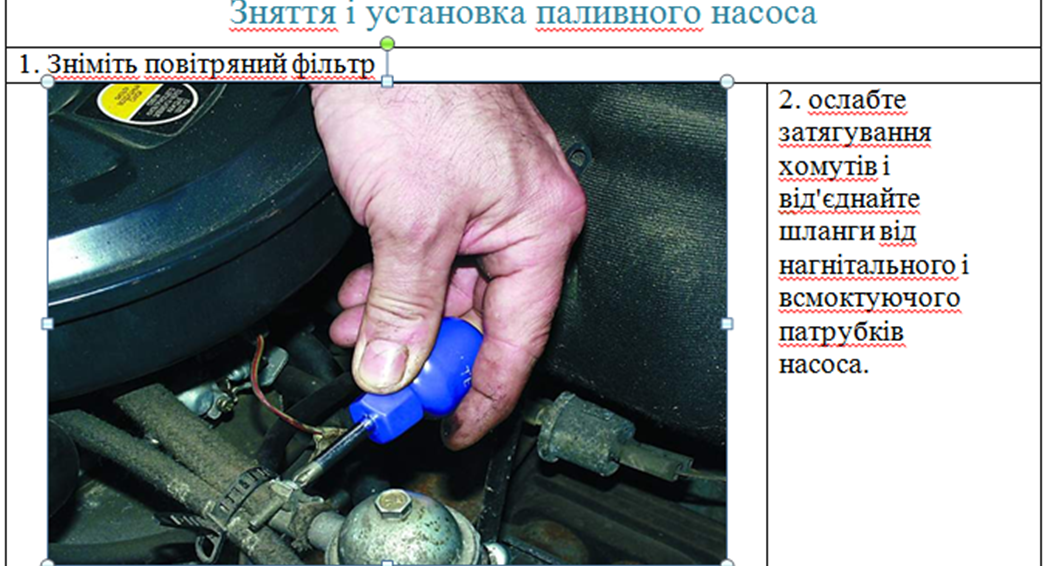
ТЕМА № 1 ІНСТРУКЦІЯ З ОХОРОНИ ПРАЦІ №95
ПІД ЧАС ВИРОБНИЧОГО НАВЧАННЯ ЗА ПРОФЕСІЄЮ
"СЛЮСАР З КОЛІСНИХ ТРАНСПОРТНИХ ЗАСОБІВ"
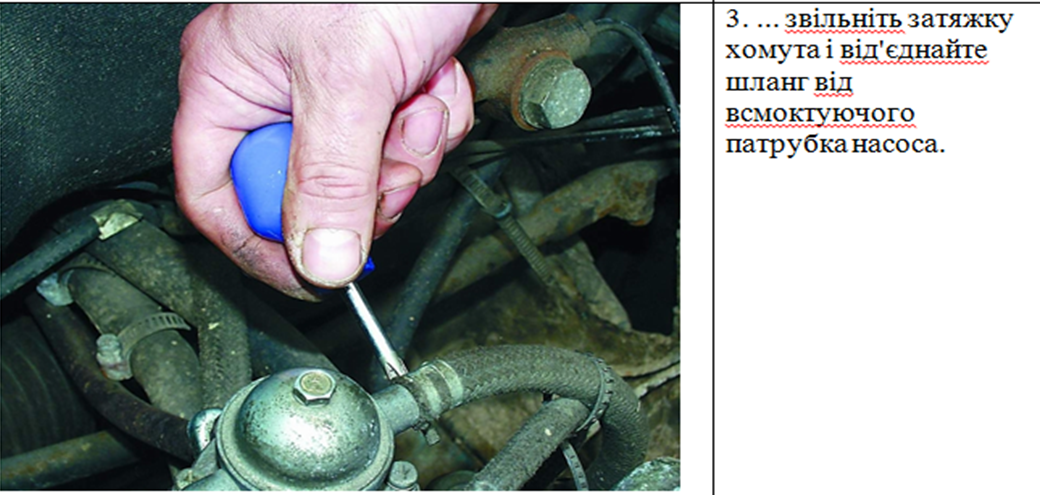
ДЛЯ УЧНІВ ПРОФЕСІЙНО-ТЕХНІЧНИХ НАВЧАЛЬНИХ ЗАКЛАДІВ
1. Загальні положення
1.1. Інструкція з охорони праці під час виробничого навчання за професією "слюсар з ремонту автомобілів" для учнів (слухачів) професійно-технічних навчальних закладів (далі - інструкція) встановлює вимоги охорони праці під час професійно-практичної підготовки учнів (слухачів) за професією "слюсар з ремонту автомобілів", у навчально-виробничих приміщеннях і в інших місцях, де згідно планів та програм виробничого навчання учні (слухачі) виконують практичні роботи і одержують навички безпечного виконання робіт.
1.2. Ця інструкція поширюється на професійно-технічні навчальні заклади (далі -ПТНЗ), організації і підприємства, які впроваджують навчальні процеси, незалежно від їх форм власності і підпорядкування.
1.3. Інструкція розроблена з урахуванням Правил з охорони праці для навчальних закладів, у яких проводяться профільне навчання і професійна підготовка учнів з автосправи, затверджених наказом Мінпраці і соціальної політики від 12.1 1.02. №574, зареєстрованих у Міністерстві юстиції України 13.12.02 за №967/7255.
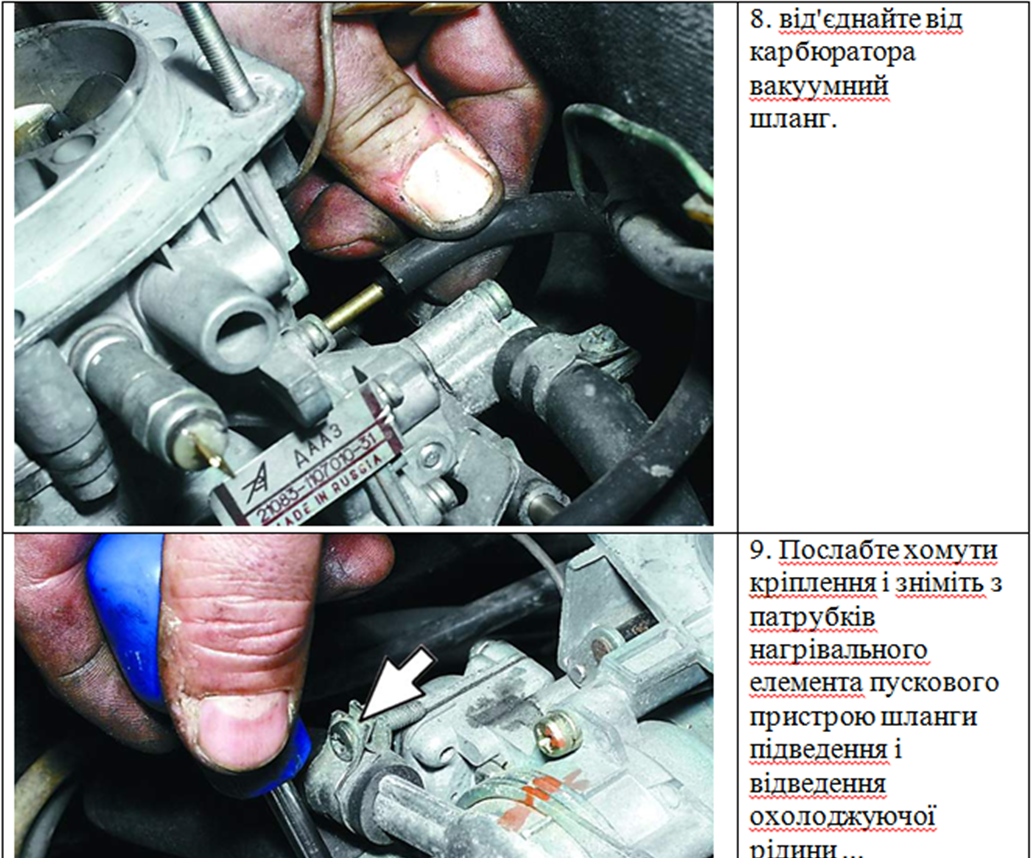
1.4. Інструкція призначена для використання під час профільного навчання, допрофесійного і професійного навчання, лабораторно-практичних робіт в навчальних закладах, виробничої практики па підприємстві, професійного навчання кадрів на виробництві за професією "слюсар з ремонту автомобілів".
1.5. Професійно-практична підготовка учнів (слухачів) ПТНЗ за професією "слюсар з ремонту автомобілів" пов'язана з роботами в шкідливих і важких умовах праці, при цьому режим роботи становить не більше 4 годин для неповнолітніх.
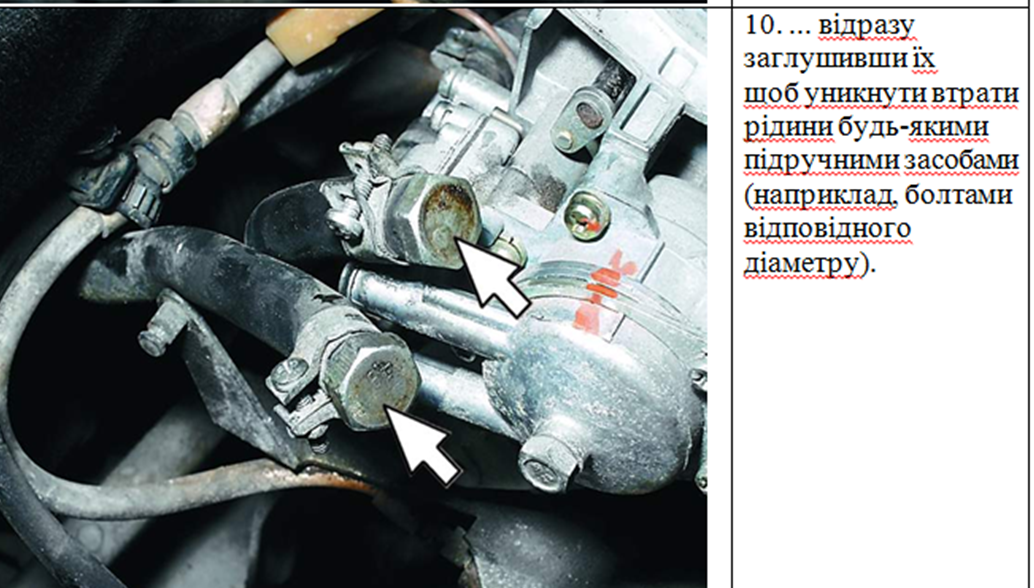
1.6. Приймання учнів (слухачів) для навчання за професією "слюсар з ремонту автомобілів" проводиться за умови досягнення ними 18-річною віку на момент закінчення навчання.
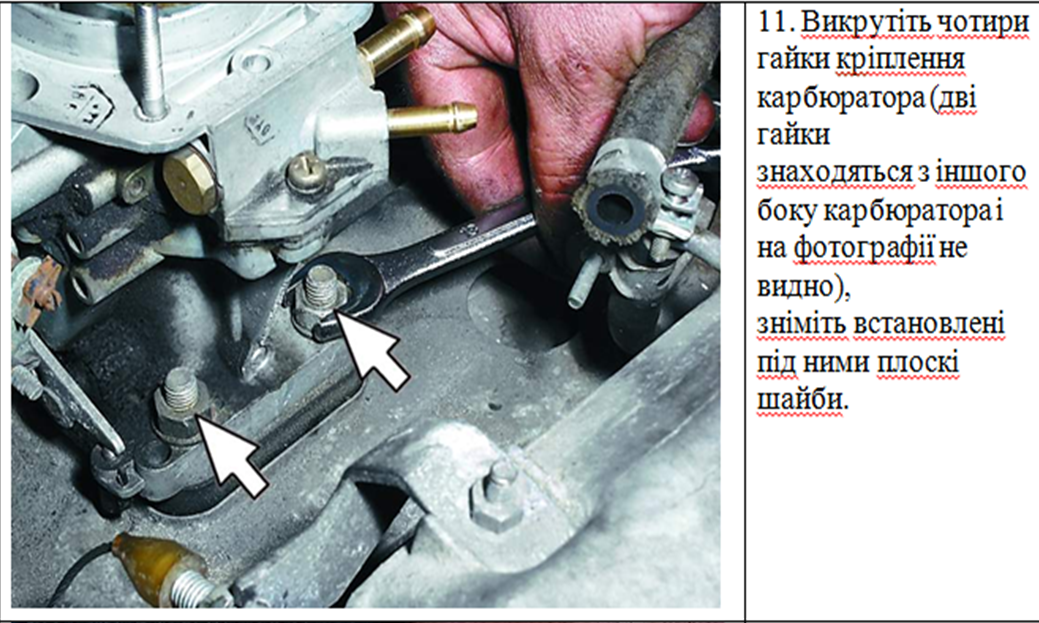
1.7. Перед вступом до ПТНЗ майбутні учні (слухачі) мають пройти медогляд з метою визначення їх професійної придатності за станом здоров'я.
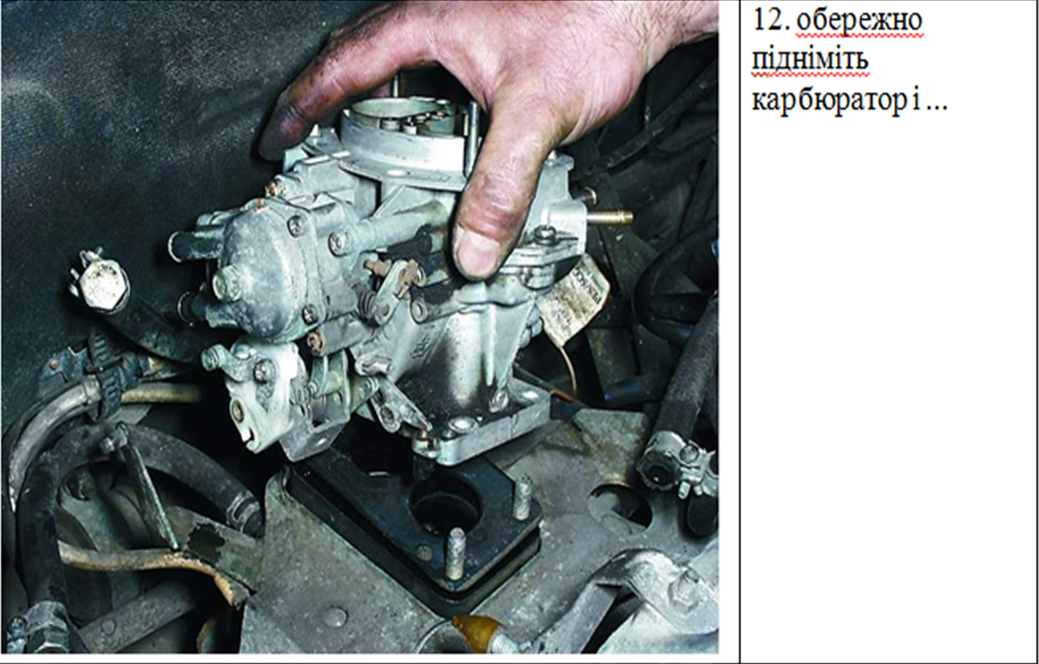
1.8. Навчальні робочі місця під час професійно-практичної підготовки учнів (слухачів) мають бути атестовані щодо їх відповідності нормативно-правовим актам з охорони праці.
1.9. Ця інструкція надає типові ситуації у роботі і не вичерпує усіх вимог безпеки для професії "слюсар з ремонту автомобілів". Поряд із її вимогами треба знати і виконувати вимоги, що надаються іншими джерелами, у першу чергу:
- інструкціями і технічними описами обладнання, інструменту;
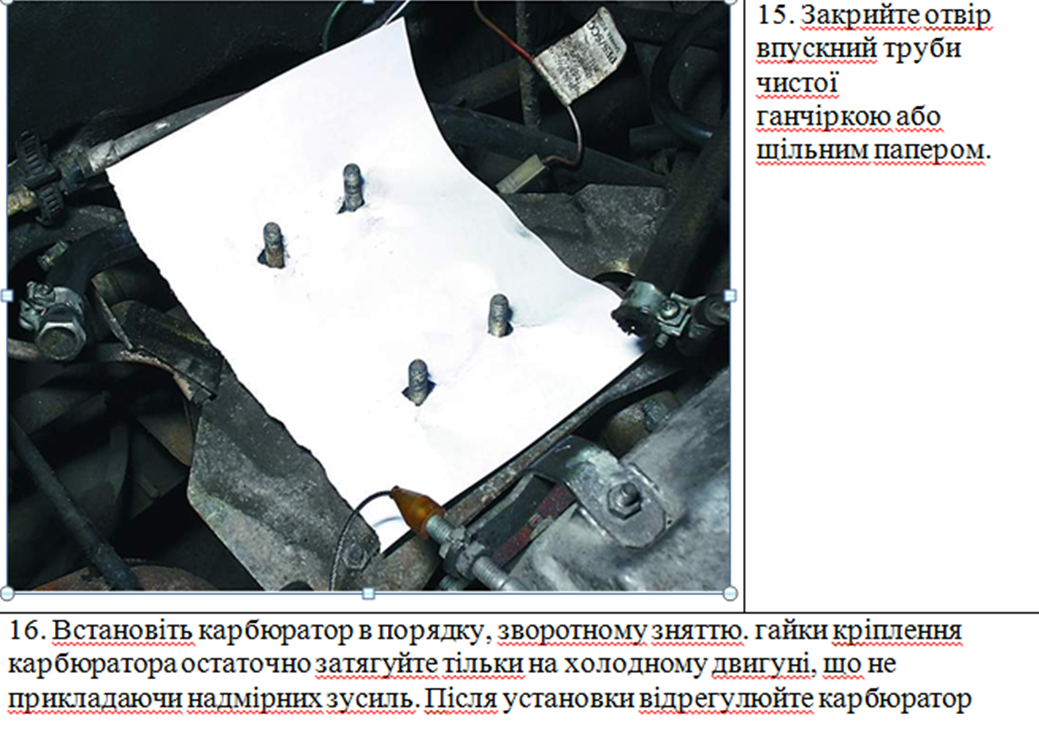
- інструктажами з охорони праці, які учні одержують протягом роботи від учителя, викладача, майстра виробничого навчання та інших осіб (далі - викладачів), на яких покладено проведення інструктажів;
- підручниками навчального закладу, технічної літературою тощо.
1.10. Ця інструкція передбачає, шо учні (слухачі) протягом теоретичного навчання:
- одержали знання про загальні вимоги охорони праці та виробничої дисципліни під час використання устаткування, інструменту, пристосування тощо, з якими вони матимуть справу протягом виробничою навчання;
- одержують погрібні види інструктажів з охорони праці, передбачені нормативно-
правовими актами;
- постійно знаходяться під належним керівництвом і наглядом викладача.
1.11. Учні (слухачі) ПТНЗ під час навчання за професією "слюсар з ремонту автомобілів" повинні забезпечуватися спецодягом, іншими засобами індивідуального захисту відповідно до Типових норм безплатної видачі спеціальною одягу, спеціальною взуття та інших засобів індивідуальною захисту робітникам і службовцям наскрізних галузей народного господарства і окремих виробництв, затверджених постановою Державного комітету СРСР з праці і соціальних відносин і Президії ВЦРПС СРСР від 12.02.81 №47/П-2 (зміни від 21.09.85 №289/11-8, 06.1 1.86 №476/11-12):
- костюм віскозно-лавсановий, рукавиці комбіновані.
1.12. Під час слюсарних робіт перенесення вантажів неповнолітніми уніями (слухачами) мас становити не більш як 1/3 робочого часу в разі максимальної маси вантаж), що переноситься, а саме: 5.6 - 6,3 кг — для дівчат 16-17 років, 1 1,2-12,6 кг - для хлопців 16-17 років.
1.13. Під час виконання слюсарних робіт користуватися вантажопідіймальними механізмами неповнолітнім учням (слухачам) не дозволяється, цю роботу можуть виконувати особи, яким виповнилося 18 років і які пройшли відповідне навчання.
1.14. Під час слюсарних робіт основними небезпечними та шкідливими виробничими факторами є:
- рухомі автомобілі, машини, механізми, рухомі частини виробничого устаткування; вироби, заготовки, матеріали, що пересуваються;
- шкідливі компоненти в складі застосовуваних матеріалів, які діють пере* шкіряний покрив, дихальні шляхи, шлункову систему та слизові оболонки органів зору та нюху;
- осколки металу, що відлітають при ви пресову ванні та запресовуванні шворнів, пальців, підшипників, валів, осей, при рубці металу;
- наявність у повітрі робочої зони шкідливих речовин (акролеїну, вуглецю оксид), вуглеводнів аліфатичних тощо):
1.15. Учні (слухачі) повинні вміти користуватись первинними засобами пожежогасіння.
1.16. У разі нещасного випадку учні (слухачі) повинні мати навички в наданні першої (долікарської) допомоги.
1.17. Під час проведення слюсарних робіт учням (слухачам) надаються засоби особистої гігієни: мило та миючі засоби, рушник, насти для змащування рук тощо.
2. Вимоги безпеки перед початком роботи
2.1. Отримати завдання від керівника робіт.
2.2. Привести до ладу спецодяг, застібнути або обв'язати рукава, заправи і и одяг таким чином, щоб кінці його не розвіювались.
2.3. Уважно оглянути робоче місце, прибрати все, що заважає роботі.
2.4. Упевнитись у тому, що робоче місце достатньо освітлене, а світло не буде засліплювати очі.
2.5. Робочий інструмент та деталі розташувати в зручному та безпечному для користування порядку.
2.6. Упевнитись у тому, що робочий інструмент, пристосування, обладнання та засоби індивідуального захисту справні і відповідають вимогам охорони праці.
3. Вимоги безпеки під час роботи
3.1. Після постановки автомобіля на пост профілактичного обслуговування або ремонту (без примусового переміщення) зупинити двигун, установи їй важіль перемикання передач в нейтральне положення, загальмувати автомобіль стоянковим гальмом, а під колеса з обох боків підкласти упорні колодки (башмаки). На рульове колесо вивісити табличку з написом "Двигун не запускати - працюють люди!".
На автомобілях, що мають дублюючі пристрої для запуску двигуна, слід аналогічну табличку вивісити і біля цього пристрою.
3.2. Під час обслуговування транспортного засобу на підйомнику (гідравлічному, пневматичному, електромеханічному) на пульті управління підйомником вивісити табличку із написом "Підйомник не вмикати - працюють люди!",
3.3. Плунжер гідравлічного, пневматичного підйомника у робочому (піднятому) положенні зафіксувати упором (штангою), що гарантує неможливість довільного опускання підйомника.
3.4. Переміщення транспортних засобів з поста на пост здійснювати тільки після подання сигналу (звукового, світлового).
3.5. Перед переміщенням частин автомобіля (причепа, напівпричепа) підйомними механізмами (домкратами, наканавними пересувними підйомниками, талями тощо), крім стаціонарних, необхідно спочатку встановити транспортний засіб на рівній поверхні, зупинити двигун, включити знижену передачу, загальмувати його стоянковим гальмом, підставити під колеса, що не підіймаються, упорні колодки (башмаки).
3.6. При вивішуванні частини транспортного засобу плунжер домкрата (наканавного пересувного підйомника) або надставка до нього повинні бути встановлені в місцях, які вказані у технологічній документації, інструкціях з експлуатації транспортних засобів.
3.7. Домкрат установлювати на рівну неслизьку поверхню. У разі неміцного грунту під основу домкрата необхідно підкласти міцну дерев'яну підставку площею не менше 0,1 м або дошку.
3.8. Під частини транспортного засобу, які вивішуються за допомогою домкратів (пересувних наканавних підйомників, талів тощо) для огляду, виконання профілактичних робіт та ремонту, у місцях, вказаних у технологічній документації, інструкціях з експлуатації транспортного засобу, установити підставки (козелки).
3.9. Роботи, пов'язані із зняттям та установленням агрегатів, виконувати за участю ще однієї особи або в присутності викладача.
3.10. При обслуговуванні та ремонті автомобілів (у т.ч. двигунів) на висоті понад 1 м використовувати спеціальні помости, естакади або драбини-стрем'янки з гумовими кінцівками.
3.11. Під час підіймання на драбині не тримати у руках інструмент, деталі, матеріали та інші предмети. Для цієї мети повинна застосовуватись сумка або спеціальні ящики.
3.12. Не проводити одночасно роботи на драбині, помостах та під ними.
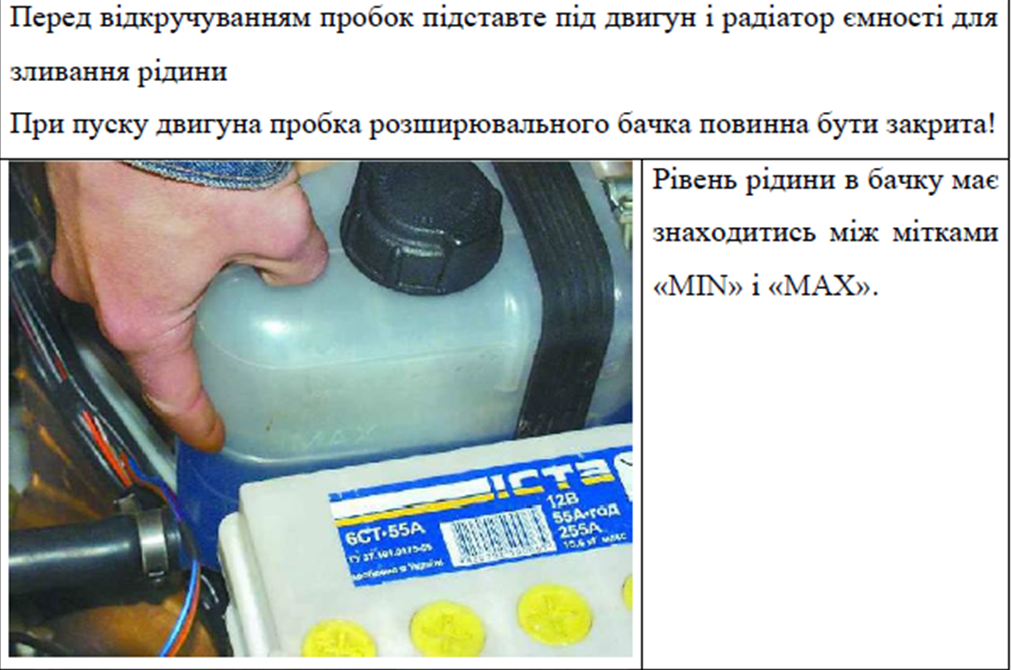
3.13. Під час роботи па поворотному стенді (перекидачі) попередньо надійно укріпити на ньому автомобіль, злити паливо із паливних баків і рідину із системи охолодження у призначені для цього ємності, щільно закрити маслоналивну горловину двигуна і зняти акумуляторну батарею.
3.14. Перед проведенням робіт, які пов'язані з прокручуванням колінчастого та карданного валів у відповідності з технологічним процесом:
- додатково перевірити вимикання запалювання (перекриття подачі палива для
дизельних двигунів), нейтральне положення важеля перемикання передач;
- звільнити важіль стоянкового гальма.
Після виконання необхідних робіт автомобіль слід загальмувати стоянковим гальмом.
3.15. За необхідності виконання робіт під автомобілем, що знаходиться поза межами оглядової канави, підйомника, естакади, використовувати лежаки.
3.16. Для робота попереду та позаду автомобіля і для переходу через оглядову канаву користуватися перехідними містками.
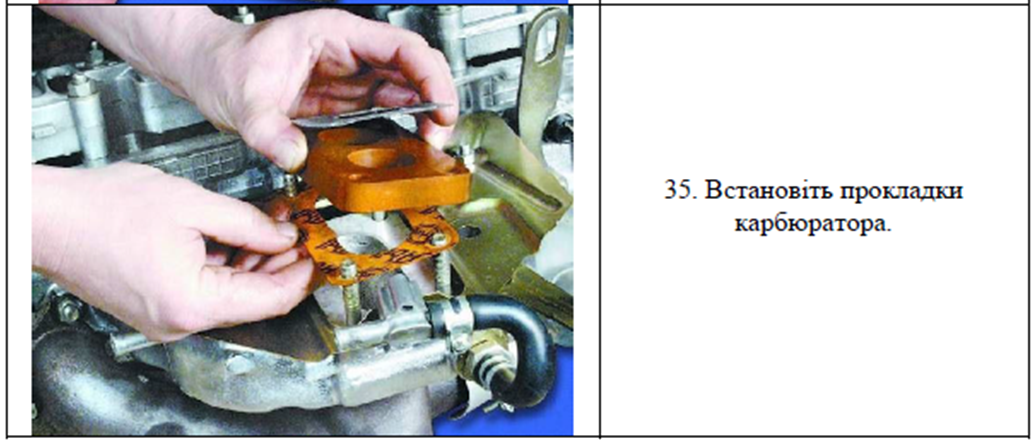
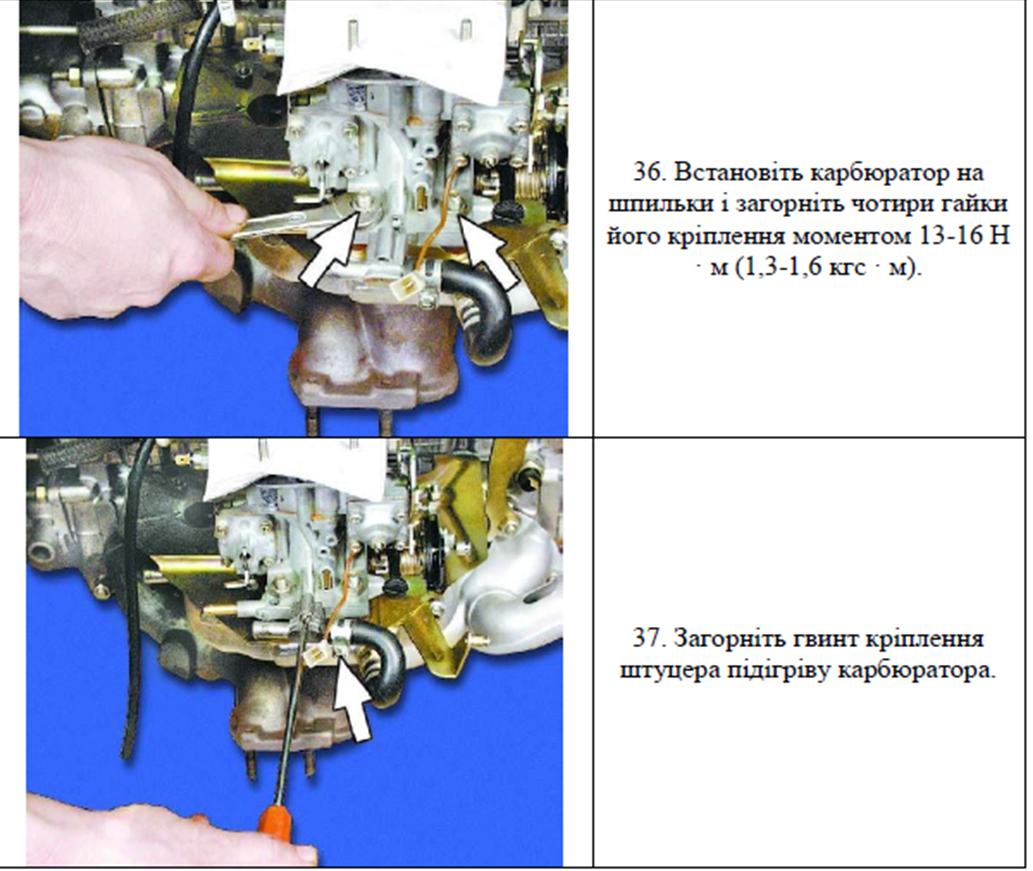
3.17. Усі регулювальні роботи на двигуні, за виключенням регулювання карбюратора та кута випередження запалювання, проводити при непрацюючому двигуні.
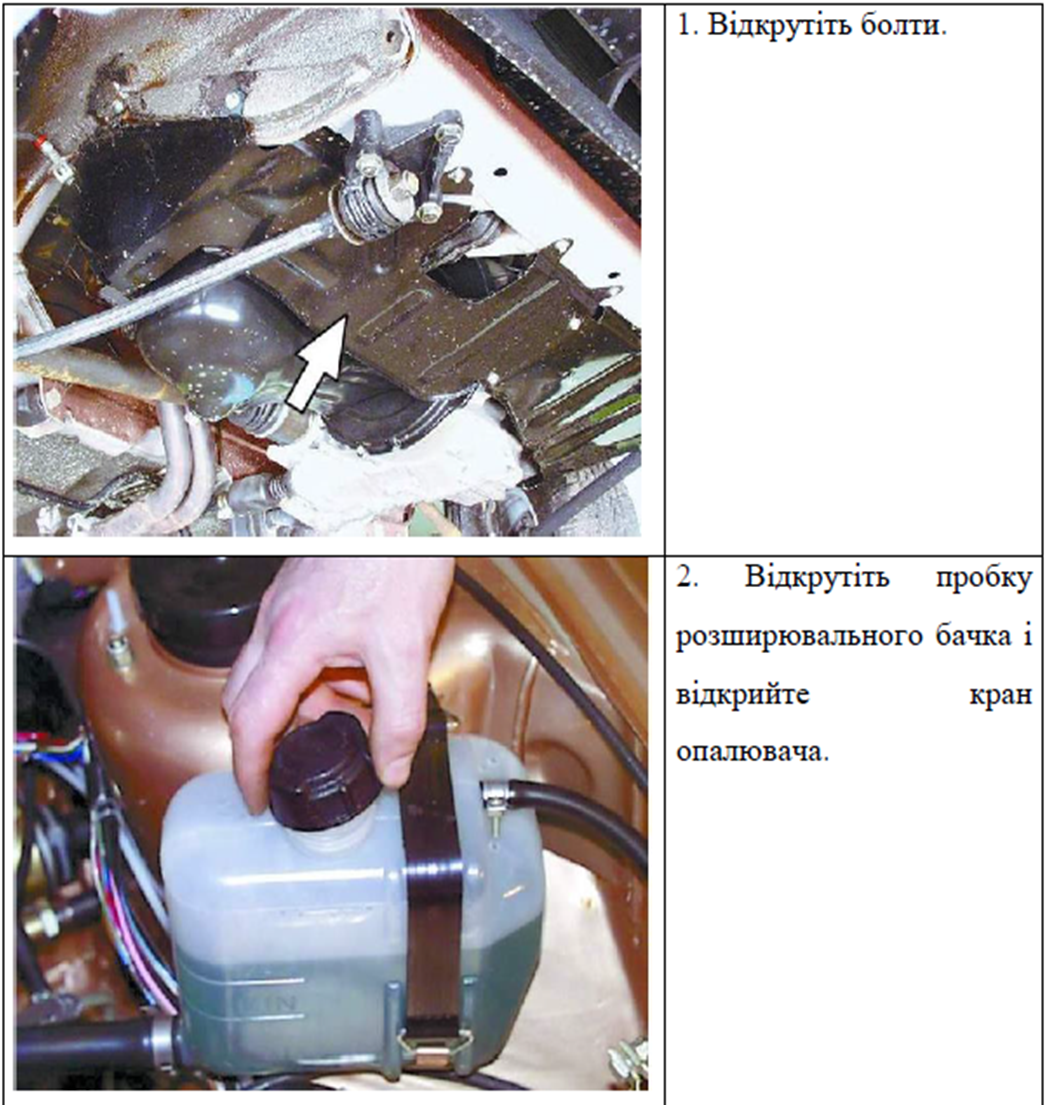
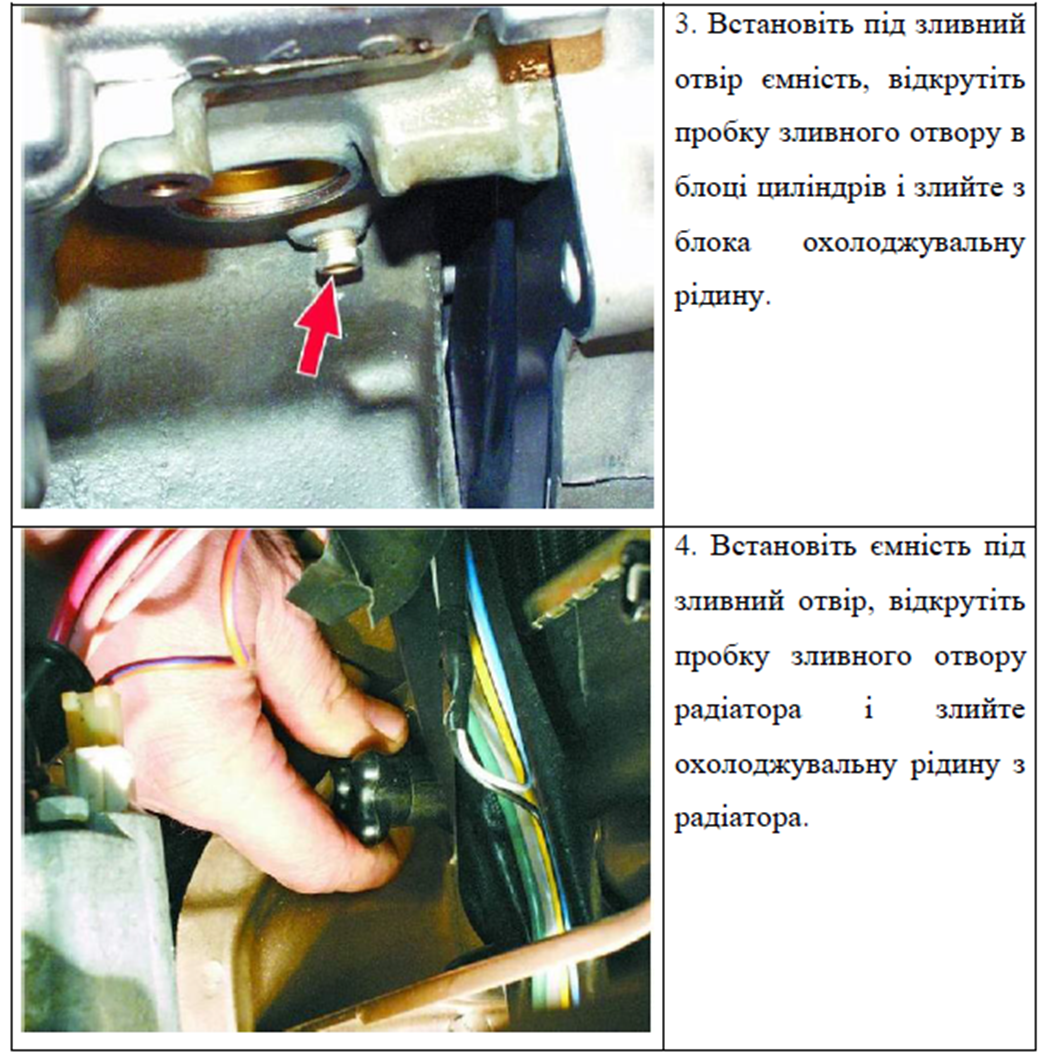
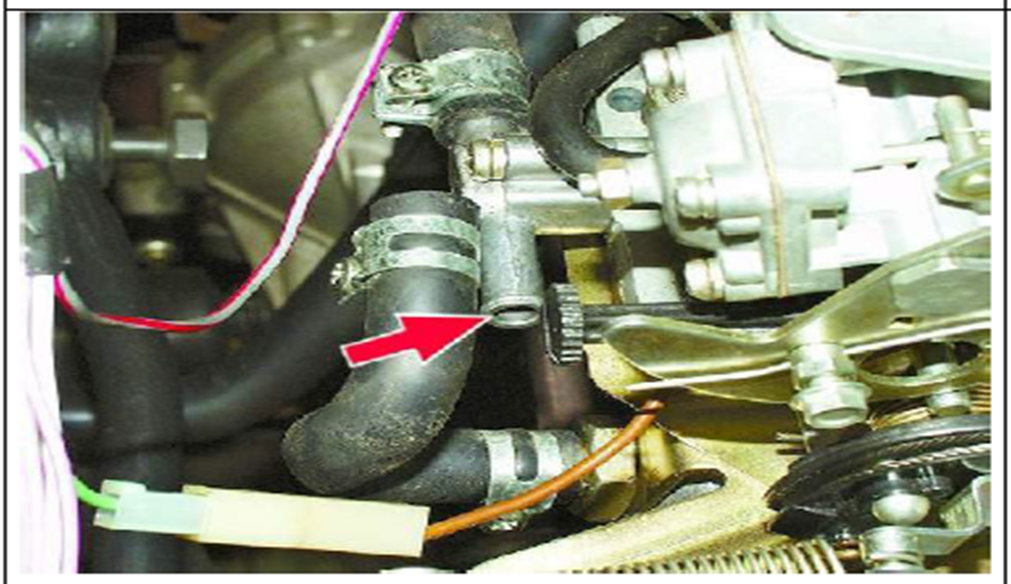
3.18. Перед зняттям вузлів та агрегатів, які пов'язані із системами живлення, охолодження, змащення автомобіля (паливні баки, двигуни, коробки передач, задні мости тощо), спочатку злити з них паливо, масло та охолоджувальну рідину в спеціальну тару, не допускаючи їх проливання.
3.19. При проведенні ремонту паливних баків, а також паливопроводів. через які може витікати паливо із баків, останні перед ремонтом повністю звільнити від нього. Зливання палива здійснювати у місцях, що унеможливлюють його загоряння.
3.20. Змащення важко доступних місць виконувати за допомогою наконечників з гнучким шлангом або наконечників з шарнірами.
3.21. Для подання мастила у високо розмішені маслянки в оглядовій канаві користуватися підставкою під ноги.
3.22. При профілактичному обслуговуванні та ремонті транспортних засобів:
- не виконувати будь-які роботи на автомобілі (причепі, напівпричепі), який вивішений тільки на одних підйомних механізмах (домкратах, наканавних пересувних підйомниках, талях тощо);
- не підкладати під вивішені частини автомобіля (причепа, напівпричепа) замість підставок (козлів) інші випадкові предмети;
- не проводити обслуговування та ремонт автомобілів при працюючому двигуні, за винятком окремих видів робіт, технологія проведення яких вимагає запуску двигуна;
- не залишати інструмент і деталі на автомобілі (рамі, агрегатах, підніжках, капоті тощо), краях оглядової канави;
- не проводити обслуговування та ремонт наливної системи автомобілів, що працюють па етилованому бензині;
- не транспортувати агрегати на візках, не обладнаних пристроями, шо запобігають їх падінню.
3.23. Ремонт, заміну підйомного механізму кузова автомобіля-самоскида, самоскидного причепа або доливання в нього масла проводити після установлення під піднятий кузов спеціального додаткового упору, що унеможливлює падіння або довільне опускання кузова.
3.24. Не проводити ремонтні роботи під піднятим кузовом автомобіля-самоскида, самоскидного причепа без попереднього його звільнення від вантажу.
3.25. Для збирання та зливання відпрацьованих мастил користуватися спеціальними пристроями або візками, що унеможливлюють їх розливання.
3.26. Зняті з автомобіля вузли та агрегати установлювати на спеціальні стійкі підставки, а довгі деталі - тільки на горизонтальні стелажі.
3.27. Якщо зняття агрегатів і деталей пов’язане з великою фізичного напругою, а також створює незручність у роботі (гальмівні та клапанні пружини, барабани, ресорні пальці тощо), застосовувати відповідні пристосування (знімачі), що забезпечують
безпеку при виконанні цих робіт.
3.28. Перевіряти співвісність отворів за допомогою конусної оправки, а не пальцями.
3.29. Випресовування втулок, півосей, підшипників та інших деталей проводити за допомогою знімачів і пресів.
3.30. При запресовуванні та випресовуванні деталей на пресі не підгримувати деталі рукою.
3.31. При роботі гайковими ключами підбирати їх відповідно до розмірів гайок, правильно накладати ключ на гайку; не підтискувати гайку ривком.
3.32. Під час роботи з пневматичним інструментом подавати повітря тільки після установлення інструмента у робоче положення.
3.33. Під час робіт з електроінструментом дотримуватися усіх вимог безпеки згідно з інструкцією з експлуатації.
3.34. Перед тим, як користуватися переносними світильниками (на 12 або 36 В), перевірити наявність на лампі захисного скляного ковпака, захисної сітки і справність кабелю.
3.35. У зоні профілактичного обслуговування автомобілів:
- не користуватися для миття деталей, агрегатів, рук легкозаймистими рідинами (бензином, розчинниками тощо);
- не залишати легкозаймисті та горючі рідини, злите паливо, кислиш, карбід кальцію, порожню тару з-під палива та мастильних матеріалів і ото;
- не проводити роботи з відкритим вогнем без спеціального дозволу і вжиття заходів протипожежної безпеки;
- не заправляти автомобілі паливом;
- при постановці автомобіля на оглядову канаву не перекривати ним основний та запасний виходи з неї.
3.36. Під час роботи на заточувальному, свердлильному верстатах виконувані вимоги безпеки згідно з правилами роботи на цих верстатах.
4. Вимоги безпеки після закінчення роботи
4.1. Прибрати робоче місце. Інструмент, пристрої протерти та скласти на відведеному для них місці.
4.2. Перевірити надійність установлення автомобіля на підставках. Не залишати автомобіль, піднятий тільки домкратом.
4.3. Повідомити викладача або керівника робіт про всі порушення та недоліки, які були виявлені під час роботи.
4.4. Зняти спецодяг, вимити руки та обличчя теплою водою з милом, при можливості прийняти душ.
5. Вимоги безпеки в аварійних ситуаціях
5.1. У разі виникнення будь-якої аварійної ситуації безпосередньо на робочому місці, на сусідніх ділянках, при небезпеці для людей тощо слід негайно повідомити викладача або керівника роботи та взяти участь в усуненні виниклої несправності чи її локалізації за вказівкою викладача або керівника робіт, не порушуючи при цьому вимог охорони праці.
5.2. У випадку відключення електроенергії слід терміново вимкнути все електрообладнання, яке знаходиться в роботі, підключення його можна виконувати тільки після того, як напруга електромережі буде відповідати нормам.
5.3. При ураженні електричним струмом негайно звільнити потерпілого від дії електричного струму, відключивши електроустановку від джерела живлення, а при неможливості відключення - відтягнути його від струмоведучих частин за одяг або застосувавши підручний ізоляційний матеріал і викликати швидку медичну допомогу.
5.4. Якщо сталася пожежа повідомити викладача або керівника робіт, викопувати всі їх вказівки щодо ліквідації небезпеки.
5.5. У разі нещасного випадку і травмування людей треба:
- повідомити про нещасний випадок викладача;
- звільнити потерпілого від дій травмуючого фактора;
- визначній його стан, щоб вирішити, яка потребується допомога - у першу чергу - чи с загроза життю і чи є потреба негайного проведення штучною дихання й масажу серця, при проведенні штучного дихання і закритого масажу серця не припиняти цих дій до появи самостійного дихання і серцевої діяльності у потерпілого до прибуття медичних фахівців; смерть потерпілого можуть встановити тільки вони;
- залучити для цих дій осіб, що можуть знаходитись поблизу для спільною надання допомоги й виклику медичної допомоги;
- при прибутті медичних фахівців надавати потрібну їм допомогу;
- якщо потерпілий зможе самостійно йти до лікувально-профілактичного закладу або у медпункт - супроводити його, бо в цей час його стан може раптово погіршитись;
- якщо це можливо, намагатися зберегти предмети й обставини, за яких скоївся нещасний випадок; при неможливості цього - запам'ятати суттєві факти і обставини;
- при розслідуванні нещасного випадку за потребою повідомити про всі